热固性材料具有优异的力学、化学和热稳定性能,在诸多前沿领域(例如软体机器人和柔性电子等)扮演着愈发重要的角色。面向复杂结构与多功能器件应用,开发一种简单、普适、廉价的热固性材料制造方法具有重要的意义。3D打印热固性材料技术在复杂功能结构的制造方面有着无可比拟的优势,在过去的二十年里取得许多重要进展。然而,其中光固化技术(如SLA,DLP)往往只能打印光固化材料;墨水直写技术(DIW)只能打印具有屈服应力(yield-stress)的流体或通过支撑浴辅助打印(embedded printing)。在可打印材料的选择性、打印结构的复杂度、效率以及多材料打印等方面都存在诸多限制。
针对上述问题,中国科学技术大学工程科学学院机器人与智能装备所张世武教授团队李木军副教授,近代力学系王柳特任教授与南加州大学Yong Chen教授合作,提出了一种原位双重加热(in situ dual heating, ISDH)策略,即通过将加热器集成到打印喷头上,促使热固性打印墨水在挤出后的2秒内完成原位固化(图1),实现了对具有多种流变性质和功能特性的热固性材料的DIW打印。该论文于2023年1月16日以3D printing of thermosets with diverse rheological and functional applicabilities为题发表于Nature Communications期刊。

图1 原位双重加热(ISDH)打印热固性材料示意图
以焦耳加热器温度为260°C为例,在基于ISDH打印过程中,新挤出的墨水的下侧被其邻接层快速加热,到达190°C后,下侧的热通量衰减,墨水上侧被焦耳加热器持续加热并稳定于196°C。通过快速加热,代表性热固性材料Sylgard 184最快可以在2s内固化,打印纤维横截面的纵横比受到焦耳加热器和邻接层温度的共同影响。研究结果还表明,该条件下打印Sylgard184可以有效地消除结构中的气泡。
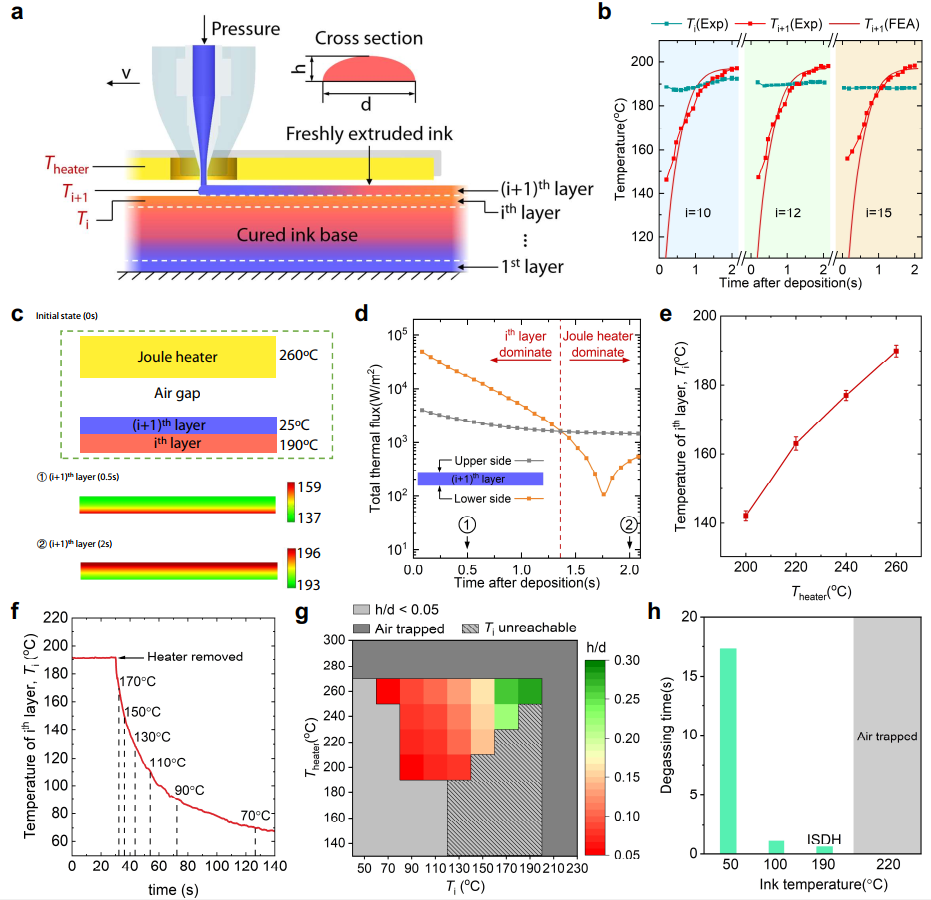
图2 ISDH原理分析
通过快速原位固化,该工作成功实现了未经改性的低粘度Sylgard 184的DIW打印,并取得了与模具铸造结构类似的力学性能。通过采用不同直径的喷头(0.025~1mm),该方法的尺寸可扩展性得到了验证,并实现了120mm 的最大打印高度和50μm的分辨率。作者展示了一批具有不同性质的热固性材料的ISDH打印,这些材料具有跨越五个数量级的动态粘度变化,包括牛顿流体、剪切变稀流体和屈服应力流体等。
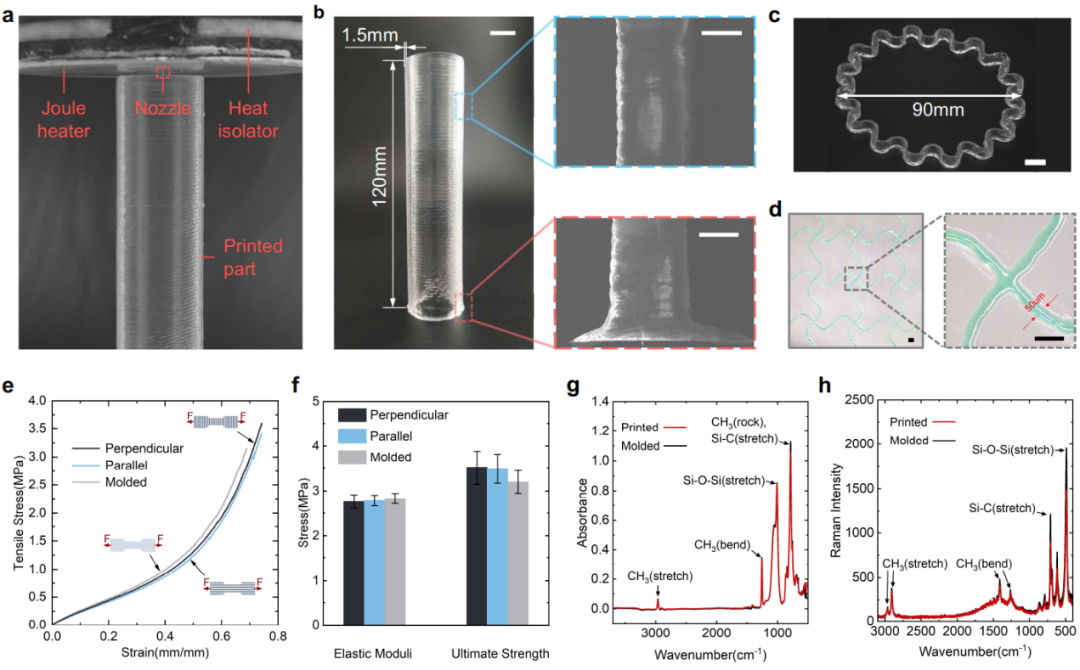
图3 ISDH打印低粘度Sylgard 184结果与分析
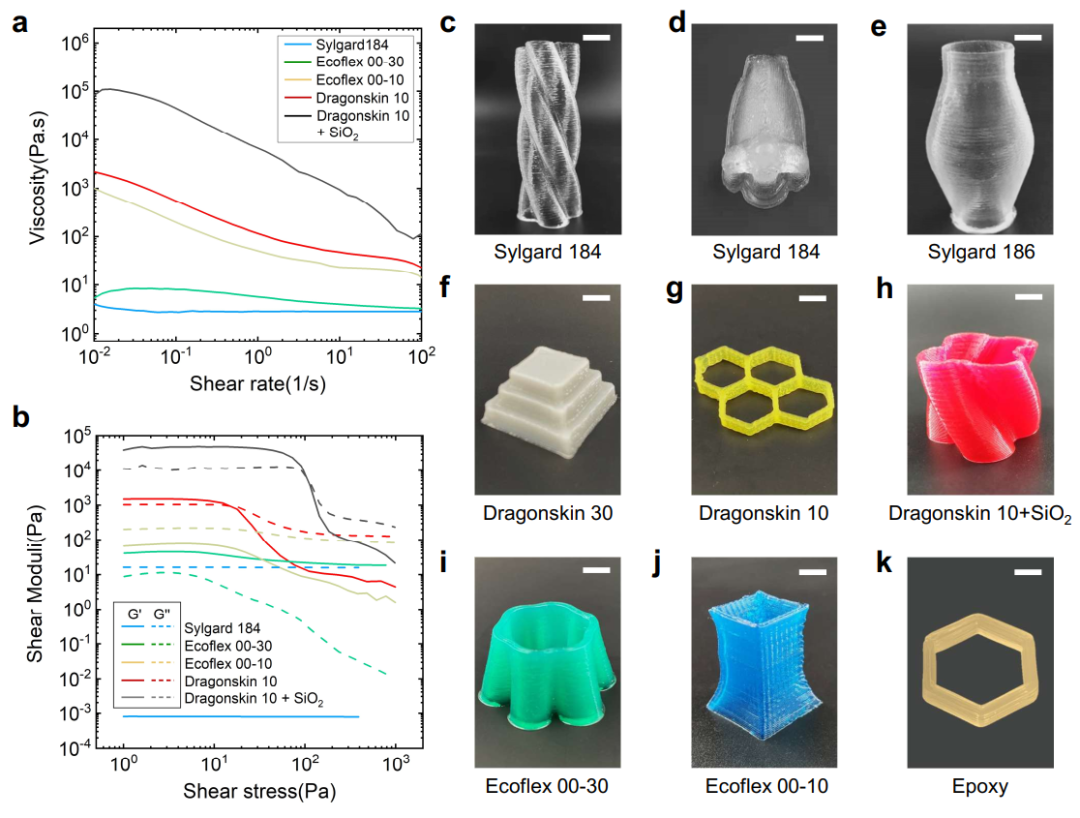
图4 ISDH打印不同热固性材料的结果展示
该工作还展示了ISDH打印丰富的功能性,包括打印多材料“USTC”图案,硅橡胶和环氧树脂地一体化结构,不同NdFeB含量的磁响应结构(如柔性血管支架)等。通过与“pick-and-place”工艺结合,ISDH打印还可以制造柔性电子设备。这些结果表明,ISDH打印在新兴的柔性机器人、柔性电子等领域有着广阔的应用空间。
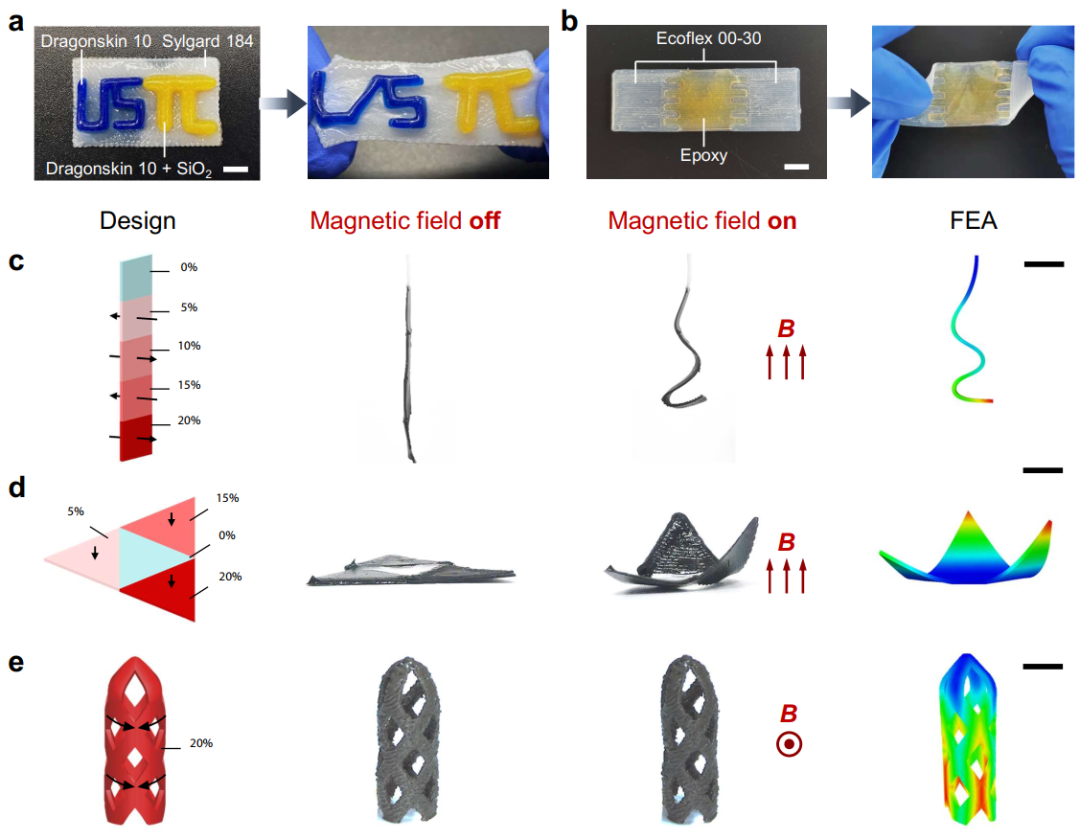
图5 通过ISDH实现异构与功能性材料的打印
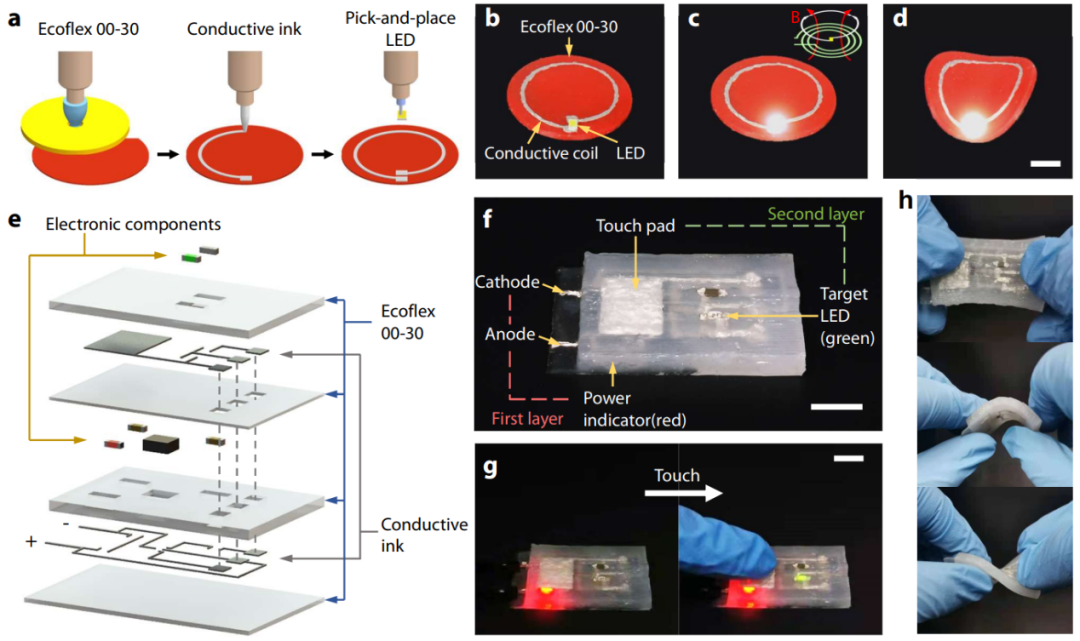
图6 通过ISDH实现柔性电子器件的复合打印
以上工作得到了国家自然科学基金, 科技部国家重点研发计划,安徽省自然科学基金支持。中国科学技术大学精密机械与精密仪器系孙宇轩博士研究生是该论文的第一作者,中国科学技术大学李木军副教授,王柳特任教授,南加州大学Yong Chen教授为共同通讯作者。论文作者还包括中国科学技术大学张世武教授,朱银波副教授,以及南方科技大学刘吉副教授。